Precautions when welding steel pipe elbows for welding
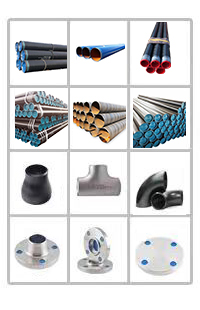
Stamping elbows can shorten the manufacturing cycle and greatly reduce production costs. It is especially suitable for processing large carbon steel elbows on site because it does not require any special equipment. The blank is a flat plate or a developable curved surface, so the material is simple to cut, the precision is easy to ensure, and the assembly and welding are convenient.
Precautions when welding carbon steel pipe elbow for welding:
1. The stamping elbow has high hardenability after welding and easily produces cracks. If the same type of stamping elbow is used for welding, it is necessary to perform preheating at 300 °C or more and slow cooling at around 700 °C after welding. If the weldment cannot be post-weld heat treated. A stamped elbow electrode should be used.
2. In order to prevent the stamping elbow from causing erosion between the eyes due to heating, the welding current should not be too large, about 20% less than the carbon steel electrode, the arc should not be too long, the layer is fast cold, and the narrow bead is suitable.
The stamped elbow has corrosion resistance (oxidizing acid, organic acid, cavitation), heat resistanceandwear resistance. Generally used in pipeline systems in the petroleum, gas, chemical, hydropower, construction and boiler industries.