Manufacturing Methods
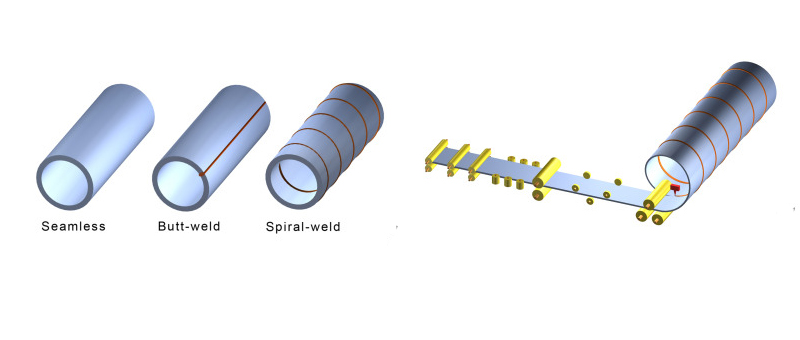
Carbon steel pipes can be manufactured using several different techniques, each of which produces a pipe with certain characteristics. These characteristics include strength, wall thickness, corrosion resistance, and temperature and pressure limitations. For example, pipes having the same wall thickness but manufactured by different methods may vary in strength and pressure limits. The manufacturing methods we will mention include seamless, butt-welded, and spiral-welded pipes.
Seamless pipe is formed by piercing a solid, near-molten, steel rod, called a billet, with a mandrel to produce a pipe that has no seams or joints. Depicts the manufacturing process of seamless pipe.
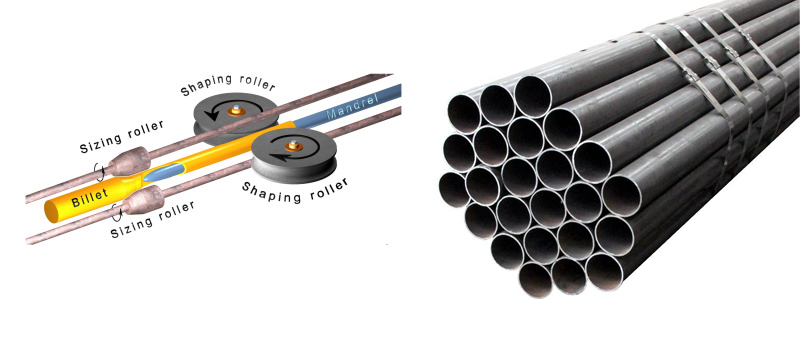
Butt-welded pipe is formed by feeding hot steel plate through shapers that will roll it into a hollow circular shape. Forcibly squeezing the two ends of the plate together will produce a fused joint or seam. Shows the steel plate as it begins the process of forming a butt-welded pipe.
The least common of the three methods is spiral-welded pipe. The spiral-welded pipe is formed by twisting strips of metal into a spiral shape, similar to a barber’s pole, then welding where the edges join one another to form a seam. This type of pipe is restricted to piping systems using low pressures due to its thin walls.
Each of the three methods for producing pipe has its advantages and disadvantages. Butt-welded pipe, for example, is formed from a rolled plate that has a more uniform wall thickness and can be inspected for defects prior to forming and welding. This manufacturing method is particularly useful when thin walls and long lengths are needed. Because of the welded seam, however, there is always the possibility of defects that escape the numerous quality control checks performed during the manufacturing process.
As a result, The American National Standards Institute (ANSI) developed strict guidelines for the manufacture of pipe. Pressure Piping Code B31 was written to govern the manufacture of pipe. In particular, code B31.1.0 assigns a strength factor of 85% for rolled pipe, 60% for spiral-welded, and 100% efficiency for seamless pipe.
Generally, wider wall thicknesses are produced by the seamless method. However, for the many low-pressure uses of pipe, the continuous welded method is the most economical. Seamless pipe is produced in single- and double-random lengths. Single-random lengths vary from 16′-0″ to 20′-0″ long. Pipe 2″ and below is found in double-random lengths measuring 35′-0″ to 40′-0″ long.
Previous:Industrial insulation pipe fitting production
Next:The development history of seamless steel pipes in China (1)
Next:The development history of seamless steel pipes in China (1)