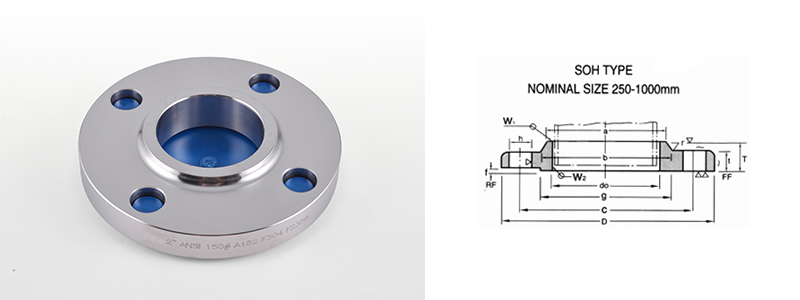
Precautions for stainless steel flanges:
1. In order to prevent the corrosion between the eyes due to the heating of the flange cover, the welding current should not be too large, which is about 20% less than that of carbon steel electrodes. The arc should not be too long, and the inter-layer cooling should be fast. Narrow bead is better.2. The electrode should be kept dry during use. The calcium-titanium type should be dried at 150°C for 1 hour, and the low-a hydrogen type should be dried at 200-250°C for 1 hour (do not repeat the drying multiple times, otherwise the coating will easily crack and peel) to prevent The electrode coating sticks to oil and other dirt, so as not to increase the carbon content of the weld and affect the quality of the weldment.
3. When stainless steel flange pipe fittings are welded, carbides are precipitated after repeated heating, which reduces corrosion resistance and mechanical properties.
4. Chromium stainless steel flange pipe fittings have larger hardenability American standard flanges after welding, which is prone to cracks. If the same type of chromium stainless steel electrode (G202, G207) is used for welding, preheating above 300°C and slow cooling treatment at about 700°C after welding must be carried out. If the weldment cannot be subjected to post-weld heat treatment, stainless steel flange pipe welding rods (A107, A207) should be used.
5. For stainless steel flanges, appropriate amount of stability elements Ti, Nb, Mo, etc. are added to improve corrosion resistance and weldability. The weldability is better than that of chromium stainless steel flanges. When using the same type of chromium stainless steel flange electrode (G302, G307), it should be preheated above 200℃ and tempered at about 800℃ after welding. If the weldment cannot be heat treated, stainless steel flange pipe welding rods (A107, A207) should be used.
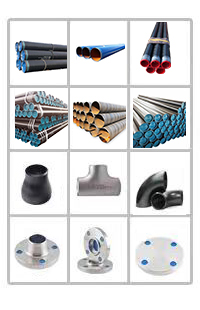
6. Stainless steel flange pipe fittings and butt welding flange electrodes have good corrosion resistance and oxidation resistance, and are widely used in chemical, fertilizer, petroleum, and medical machinery manufacturing.
Previous:Technical requirements for butt welding flange installation
Next:What are the advantages of carbon steel seamless elbow
Next:What are the advantages of carbon steel seamless elbow