Reducing tee size chart
Reducing tees,whatever the composition of the material, the way to describe the tee is always in the same way. Describing a reduced tee, you should firstly state the body(large) size on the run of the tee, then to describe the size of branch and the wall thickness. Such as the body is 4 inch the branch is 2 inch and the wall thickness is SCH40, the correct description is 4”X3” SCH40. Please see the below sample.

| Nominal Pipe Size |
Outside Diameter | Center to End | STD | SCH40 | X-S | SCH80 | SCH160 | XX-S | ||||||||
| OD1 | OD2 | Run C | Outlet M | T1 | T2 | T1 | T2 | T1 | T2 | T1 | T2 | T1 | T2 | T1 | T2 | |
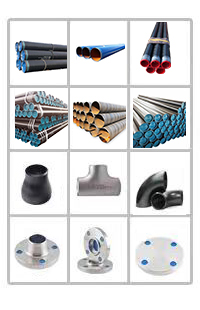
Reducing tee is a kind of pipe fitting used to extend the pipe and make the pipe 90 degree turn. Compared with the equal tee, reducing tee the diameter of main pipe and the two branch pipes are different which make the pipes with different diameters can be connected. In the piping system, the reducing tee is mostly used for diverting the liquid, and sometimes it is used to merge the liquid. Beijing Metleader Pipeline Technology Inc. uses stainless steel seamless pipe for extrusion molding, polishing process, production of different diameter three links clean inside and outside, with a small loss along the way and a small local loss characteristics, are widely used in petroleum Chemicals, pharmaceuticals, food, power stations, ships and other industries that need to carry out pipeline engineering, especially in ink printing, chemical machinery and other enterprises have a very wide range of needs.
The process of forming the reducing tee fittings is to press a tube with a diameter larger than the tee into a shape having a size about the diameter of the tee to be made, and then open a hole at the place where the extension tube needs to be stretched. In the tube blank, a die for stretching the branch tube is loaded. When the tube blank is heated in the forming die, the tube blank is compressed under pressure. At this time, the metal in the tube blank flows in the direction of the branch tube, and a reduced tee is formed under the stretching of the stamp. The entire process of making the three-way reduction is accomplished by the compression of the tube and the drawing process of the branch. This method is different from the hydraulic bulging tee. The metal is produced by the compression movement of the tube. Compensation, it is also known as the compensation process. Due to the use of this method of compression heating, the three-passes made by the method of material production reduce the required tonnage of the equipment, so the adaptability of the tee reducer to the production material is relatively wide, whether it is low-carbon steel or alloy steel. Or stainless steel material, can be a good use.
Nowadays, there are two kinds of tee fitting production processes commonly used in the world. One is a hydraulic bulging process and the other is a hot press forming process. These two different manufacturing processes are respectively suitable for the processing of tee fittings of different materials.
1. The hydraulic bulging production process. The tee hydraulic bulging process is a tee forming process in which the axial expansion of the metal material is used to expand the branch pipe. A special hydraulic machine is required to squeeze the pipe blank through the relative movement of the hydraulic cylinder side cylinder so that the inside of the pipe blank The pressure of the liquid is increased so as to achieve the effect of allowing the metal liquid to flow along the inner cavity of the mold to swell the branch pipe. This hydraulic bulging process is a one-step process with high production efficiency and is applicable to three-way pipe fittings made of low-carbon steel, low-alloy steel, stainless steel, and some nonferrous metal materials.
2. Hot pressing forming process. The tee hot press forming process is to allow the heated tube to undergo radial compression under the effect of pressure. During the radial compression, the metal liquid in the tube will flow toward the branch tube, stretching in the die. Under the effect of the formation of branch. This process differs from the hydraulic bulging in that the hot-pressed three-way branch metal is compensated by the radial movement of the tube blank, so the three-pass hot press forming process is also referred to as a radial compensation process. The tee pipe fitting adopting this hot press forming process has wide adaptability to the production materials, and is suitable for low carbon steel, alloy steel, and stainless steel materials. In particular, the three links with large diameter and thick wall are generally adopted. This shaping process is made.
High-quality pipe fittings need to be manufactured through strict, standard and first-class production techniques. Once launched, they will play a huge role in the pipeline engineering.
Next:Ansi b16.5 socket weld flange 698 piece finish