Slip on flange refers to a type of flange that is connected to the container or pipeline using fillet welds, it is According to the pressure, it can be divided into CLASS 150, CL300, CL600, CL900, CL1500 & CL2500.When welding a silp on flange to a stainless steel cylinder, due to the large diameter of the flange, poor rigidity, and long weld bead, it takes too long to complete a round of welding at the welding fusion point. During the welding process, the heating and cooling speed of the fusion zone and the intermittent cooling time interval of the weld are too long, resulting in uneven heating of the entire ring seam. The weld shrinkage and deformation are uneven.

The connection of the flat welded flange and the pipeline is to insert the pipe into the flange inner hole to the appropriate position, and then lap welding. Flat welded flanges are suitable for pipeline systems where the pressure level is relatively low and the pressure fluctuations, vibrations and shocks are not serious. The advantage of the flat welded flange is that it is easier to align when welding and assembled, and the price is cheaper, so it has been widely used.
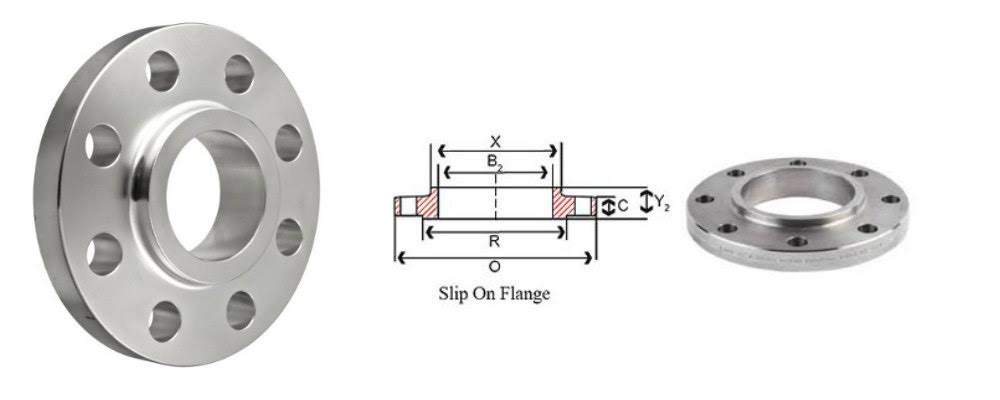
The connection of the slip on flange and the pipeline is to insert the pipe into the flange inner hole to the appropriate position, and then lap welding. Slip On Flange are suitable for pipeline systems where the pressure level is relatively low and the pressure fluctuations, vibrations and shocks are not serious. The advantage of the slip on flange is that it is easier to align when welding and assembled, and the price is cheaper, so it has been widely used.
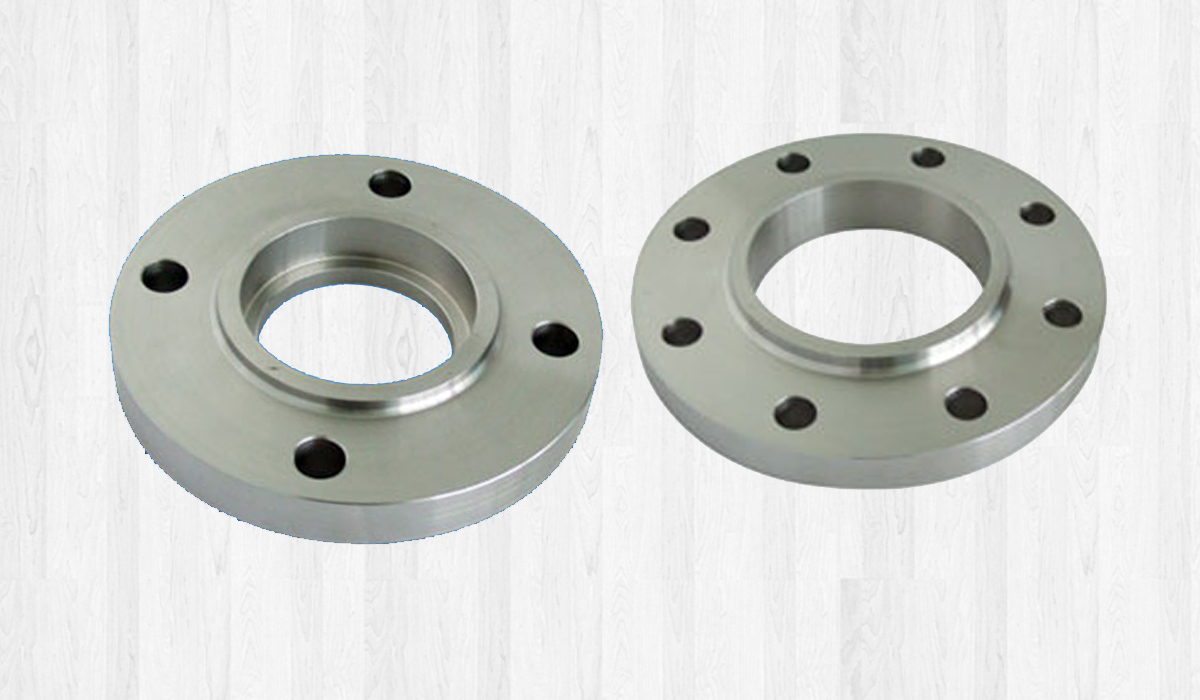
Sealing principle of slip on flange
The two sealing surfaces of the bolt squeeze the flange gasket and form a seal, but this also causes the seal to break. In order to maintain the seal, it is necessary to maintain a huge bolt force, for this reason, the bolt must be made larger. The larger bolts must match the larger nuts, which means that larger diameter bolts are needed to create conditions for tightening the nuts. However, the larger the diameter of the bolt, the applicable flange will become bent. The only way is to increase the wall thickness of the flange part. The entire device will require extremely large size and weight, which becomes a special problem in the offshore environment, because in this case weight is always the main issue that people must pay attention to. And, fundamentally, the slip on flange is an ineffective seal, which requires 50% of the bolt load to be used to squeeze the gasket, while the load used to maintain the pressure is only 50%.
Precautions for the production of slip on flanges
1.The steel plates for producing slip on flanges should be ultrasonically inspected, without delamination defects, to ensure good quality and performance problems, and be produced and inspected according to certain quality requirements to ensure that the steel plates produced and used have no quality problems;
2.It should be cut into strips along the rolling direction of the steel, butt welded into a circular shape by bending, and the surface of the steel should form a cylindrical surface of the ring. In the production of slip on flanges, steel plates shall not be directly machined into flanges with necks, and shall be manufactured and processed by a certain process.
When flat welding flange welding adopts single-sided continuous welding, the circumferential welding shrinkage when the heated part of the flange welding area is cooled by the weld is very large, which further aggravates the expansion of the deformation, and the flange forms an irregular ellipse in the circumferential direction , Partially concave, partially convex. At the same time, due to this welding shrinkage force, the inner circumference of the flange becomes smaller, while the outer side of the flange is at a lower temperature, the welding heat input has little influence, the rigidity is good, and there is basically no shrinkage; thus the torsion of the flange section is formed. The phenomenon that the blue surface flipped significantly caused the central axis of the flange bolt hole to no longer be parallel to the axis of the cylinder. Facts have proved that this flipping force is very large. After the welding of the flange groove and the barrel is completed, this deformation cannot be improved.
The main design disadvantage of the slip on flange is that it cannot guarantee no leakage. This is the shortcoming of its design: the connection is dynamic, and the periodic load such as thermal expansion and undulation will cause the movement between the flange faces, affect the function of the flange, and thus damage the integrity of the flange, which eventually leads to leakage. It is impossible for any product to be free from defects, but it is only necessary to control the deficiencies of the product to the minimum, so the company tries to perfect the performance of the product when producing slip on flanges to maximize its effect.