Mechanical properties:
①Cut longitudinal samples in the direction of the main stress of the part: Cut longitudinal, transverse and height samples at the high stress parts of the part
② Parts where metal streamlines are required
③ The smallest part of forging deformation
④The part near the end of the ingot riser
⑤In the cross section of forgings, round solid parts are generally cut at a radius of 1/3 from the surface: rectangular solid parts are cut at 1/6 diagonal from the surface: hollow parts are cut at 1/2 wall thickness
Low power organizations:
① Cut the streamline test samples at the requirements of the metal streamline or on the section that can best reflect the reasonable flow direction of the metal
② The horizontal low magnification test piece should be taken at the largest cutting surface as much as possible.
③ The longitudinal low magnification test piece should be taken on the main axis section of the part
④ Forgings that are directly forged with steel ingots should be cut at one end near the eye opening.

Low magnification fracture:
① Cut the test piece in the forging-prone area
② Cut the test piece in the smallest part of the forging deformation
③ In general, the fracture can be checked on a horizontal low magnification test piece
Microstructure:
① The largest cutting surface of the forging (inspection of non-metallic inclusions and grain size)
② High stress parts of parts (inspection of inclusions, grain size, overheating)
③ Forgings are most severely deformed and the temperature rise is the most severe (check for overheating and grain size)
④ Aluminum alloy forgings shall be sampled at the smallest cutting surface and near the surface when they are overheated or overburned.
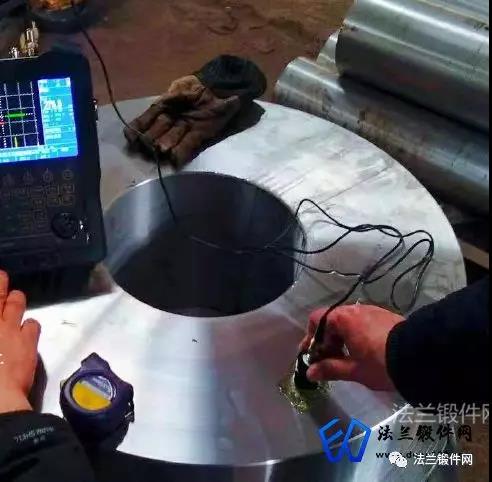
Nondestructive inspection:
Nondestructive inspection of free forgings is mainly performed by ultrasonic flaw detection. Some forgings can also be subjected to non-destructive inspection methods such as fluorescent penetration, magnetic particle deep penetration, and X-ray after rough machining. Ultrasonic inspection is divided into two types: comprehensive inspection and zone inspection. Zone inspection is to use different sensitivity levels to test different parts of the forging. The division of the area shall meet the requirements of the part drawing, and corresponding provisions shall be made in the forging drawing.
Next:Sealing performance of pressure vessel flange