Production process of spiral steel pipe
Spiral steel pipe is widely used mainly in tap water engineering, petrochemical industry, chemical industry, electric power industry, agricultural irrigation, urban construction, and is one of the 20 key products developed in China. It can be applied to water supply and drainage. For gas transportation: gas, steam, liquefied petroleum gas. For structural use: for piling pipes, for bridges; for docks, roads, pipes for building structures, etc. Briefly introduce the production process of large diameter spiral steel pipe: raw material is steel coil, welding wire, flux. Strict physical and chemical testing is required before input. The strip head and tail are butt jointed, and the single wire or double wire submerged arc welding is used, and the automatic submerged arc welding is used after the steel pipe is rolled. Before forming, the strip is leveled, trimmed, planed, surface cleaned and pre-bent. The electric contact pressure gauge is used to control the pressure of the cylinder on both sides of the conveyor to ensure the smooth conveying of the strip. The external control or internal control roll molding is adopted.The weld gap control device is used to ensure that the weld gap meets the welding requirements, and the pipe diameter, the amount of misalignment and the weld gap are strictly controlled. Both internal and external welding are performed by single-wire or double-wire submerged arc welding using a Lincoln electric welder in the United States to obtain stable welding quality. The welded welds are inspected by online continuous ultrasonic automatic injury inspection, which guarantees the non-destructive testing coverage of 100% spiral welds.

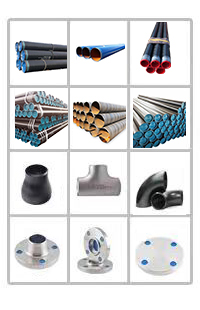
Spiral welded pipes are single-sided welded and double-sided welded. The welded pipe shall ensure that the hydraulic test and the tensile strength and cold bending performance of the weld are in compliance with the regulations. The spiral angle of the spiral welded pipe weld is generally 50-75 degrees, so the synthetic stress at the spiral weld is 60-85% of the main stress of the straight welded pipe. Under the same working pressure, the thickness of the spiral welded pipe of the same pipe diameter can be reduced compared with the straight welded pipe. According to the shape of the end, it is divided into a circular welded pipe and a special-shaped (square, flat, etc.) welded pipe. Features of spiral tube: Straight seam welded pipe has simple production process, high production efficiency, low cost and rapid development.
The strength of the spiral welded pipe is generally higher than that of the straight welded pipe. It is possible to produce a welded pipe with a large diameter by using a narrow blank, and it is also possible to produce a welded pipe having a different pipe diameter by using a blank of the same width. However, the weld length is increased by 30 to 100% compared to a straight pipe of the same length, and the production speed is low. Therefore, most of the smaller diameter welded pipes are straight seam welded, while the large diameter welded pipes are mostly spiral welded.