





Customized products
ASTM A234 WPB Reducing Tee
SPECIFICATIONS

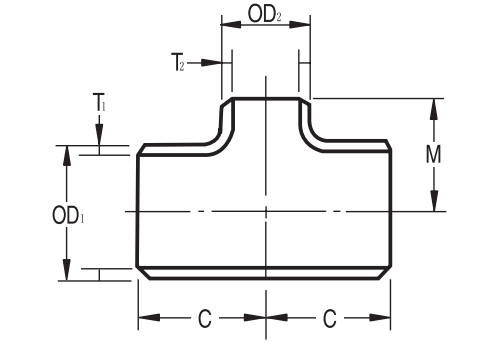
ASTM A234 WPB Reducing Tee
Reducing the size of the three-way head of the same takeover, while the branch pipe size smaller than the takeover size of the competent.
Divided by process
Hydraulic bulging
The three-way hydraulic bulging is a forming process that expands the branch pipe through axial compensation of the metal material. The process is the use of special hydraulic machine will be injected into the tube with the diameter of the three-way pipe into the liquid through the two horizontal side of the hydraulic cylinder simultaneously centering extrusion squeeze tube, squeezed tube blank volume becomes smaller, the tube within Of the liquid tube becomes smaller and the pressure increases as the volume of the tube decreases. When the pressure required for the expansion of the tee branch pipe is reached, the metal material flows along the cavity of the mold under the double action of liquid pressure in the side cylinder and the tube tube to expand the branch pipe.
Three-way hydraulic bulging process can be a forming, higher production efficiency; three-way pipe and shoulder wall thickness increases.
Due to the seamless tee hydraulics bulging process equipment required for larger tonnage, the current domestic mainly for less than DN400 standard wall thickness tee manufacturing. The suitable forming materials are low carbon steel, low alloy steel and stainless steel which have a relatively low tendency to cold harden, and include some non-ferrous materials such as copper, aluminum, titanium and the like.

Hot forming
Three-way hot forming is more than three-way diameter of the tube, crushed about the size of the three-way diameter,
Cold-drawn three links
A hole is formed at the part where the branch pipe is stretched; the pipe blank is heated and placed in the forming mold, and a die for stretching the branch pipe is inserted into the pipe blank; under the action of pressure, During the process, the metal flows toward the branch pipe and forms a branch pipe under the tension of the die. The whole process is formed by the radial compression of the tube and the stretching process of the branch pipe. Different from hydraulic bulging tee, the metal of the hot-pressure tee branch pipe is compensated by the radial movement of the pipe blank, so it is also called the radial compensation process.
Due to the use of heated temper, the tonnage of the equipment needed for forming the material is reduced. Hot tee adaptability of the material wide, suitable for low carbon steel, alloy steel, stainless steel materials; especially large diameter and wall thickness of the tee, usually using this forming process.
Divided by material
Carbon steel, stainless steel, alloy steel, copper, aluminum, plastic, Arbitration Lek, pvc and so on.
Divided by the production method
Top system, suppression, forging, casting and so on.
To create the standard division
GB, electricity standard, chemical standard, water standard, American standard, German standard, Japanese standard, Russian standard and so on