Key points of pipe fitting processing
The brief introduction of key points of pipe fitting processingThe bend is formed by medium frequency induction heating. The key points of quality is the bending temperature and cooling method are controlled according to different materials.
Hot-press tee is formed by radial compensation process. Heating temperature is controlled at 850~1100℃. The key points of quality as below:
1. Selection of raw materials.
2. Pressing technology (pressing temperature, mold number, mold shape, size).
3. Temperature detection of heat treatment furnace.
4. Heat treatment process control.
5. Testing method (metallographic, hardness, non-destructive testing, spectrum, geometric dimension inspection).
The hot-pressing elbow is formed by die pressing, built-in core brace and end brace, and the heating temperature is controlled between 850 and 1100 C. The key points of quality as below:
1. Quality control is mainly through forming control (die size and shape, core brace, end brace shape, pressing temperature).
2. Temperature detection of heat treatment furnace.
3. Heat treatment process control.
4. Testing method (metallographic, hardness, non-destructive testing, spectrum, geometric dimension inspection).
The hot pushing elbow is formed by induction heating and pushing on the mandrel, which mainly controls the pushing process.
We will analysis these key points of pipe fitting processing through the following several sides.

1. Cutting raw material:
Pipe fittings are mainly made of pipes, sheets and bars. The cutting method is selected according to the material characteristics and the shape of the blank used in the product. The shape, dimension and other requirements of the billet are carried out according to the technological requirements of different products.
For steel pipes, the common cutting methods are band sawing machine or bow sawing machine cutting, gas cutting, plasma cutting.
For sheet metal, the common cutting methods are air cutting, plasma cutting and punching.
For bars, the commonly used cutting methods are band sawing machine or bow sawing machine cutting, punching cutting.
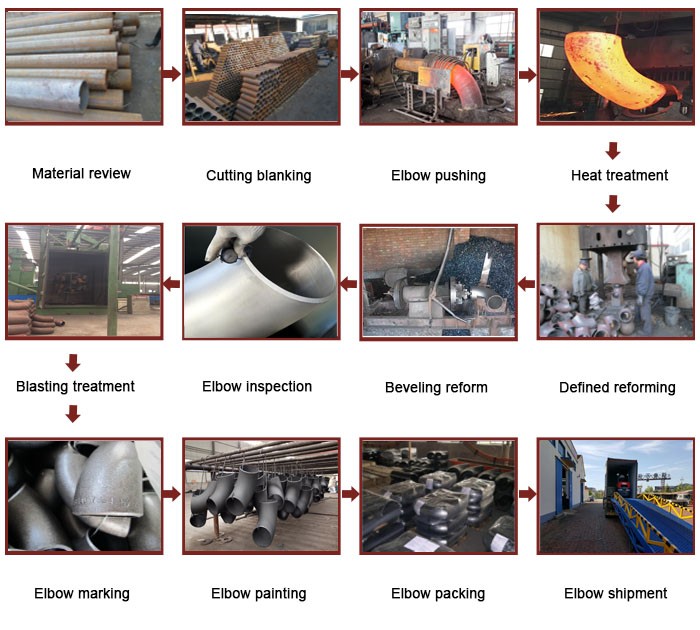
2. Heating:
For pipe fittings that manufactured by hot forming method, in order to meet the requirement of material deformation in forming process, the billet needs to be heated during forming. Heating temperature is usually determined according to material and process requirements.
When forming a hot pushing elbow or a hot bend, the method of medium or high frequency induction heating is usually used, and the method of flame heating is also used. This heating method is continuous heating synchronously with elbow or elbow forming process. The billet is heated in motion and the forming process is completed.
When hot-pressing elbows, hot-pressing tees or forgings are formed, the methods of reverberatory furnace heating, flame heating, induction heating or electric furnace heating are usually used. This kind of heating is to first heat the billet to the required temperature, then put it into the die to press or forge.

3. Welding:
There are two kinds of pipe fittings with welded seam, one is made of welded pipe. For the pipe manufacturer, the forming process of welded pipe is basically the same as that of seamless pipe. The forming process of pipe fittings does not include welding process; the other is the welding process needed by the pipe manufacturer to complete the forming of pipe fittings, such as The elbows are assembled and welded after single sheet pressing, and the tees are welded into tube blanks after steel plate drum pressing.
To be continued
Previous:Seamless steel pipe for gas/oil line
Next:What are the considerations for using large flanges?
Next:What are the considerations for using large flanges?